
View Our Range






AME Range
PFA Lined Magnetic Drive Pump
Capacity
<180M³ /HR

Head
<50 Metres
High-Temperature Resistance
High Purity PFA Lining
Heavy Duty ISO2858 Process Pumps
High Chemical Resistance Magnetic Drive Pump
Stop replacing pumps and start investing in performance.
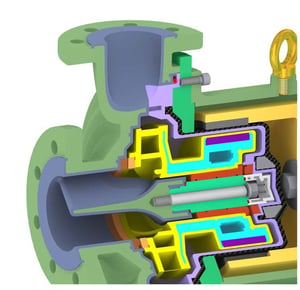
The biggest concern with heavy duty seal-less pumps made from engineering plastic has been the shaft support system as it must be strong enough to withstand the radial forces during operation. The AME range is designed to balance radial force and reduce the bearing load which also reduces the noise level as a result. The AME mag drive range feature a patented, integrated ‘V’ shape front support that is integral to the metal casing which is then PFA lined. This improves the liquid flow to the impeller, increasing operational efficiency, reducing NPSHr and ensuring a long service life. The one piece PFA lining and internal SSiC parts give outstanding chemical resistance to practically all corrosive applications, even at temperatures up to 150°C.
Benefits of the AME Range

A. Featuring a patented integral V shape front support that is part of the metal casing armour and then PFA lined. The rear of the shaft is supported in the PFA lined containment shell and reinforced by a metal support ring and high-strength carbon fibre composite cover. This superior design means a longer life resulting in far lass downtime and increased productivity.
B. The PFA lining is formed directly onto the metal armour and designed to ensure the PFA material remains adhered to the armour even under low absolute pressure.
C. The casing volute is designed to have an evenly distributed hydraulic pressure, providing a balanced radial loading on the impeller.
D/E. The impeller and magnet capsule are formed as one piece which eliminates the possibility of the impeller loosening. For further operational stability and rigidity, a metallic structure is embedded from the magnet capsule to the impeller blade further increasing the pump's operational life.
F. The stationary shaft design allows for a very simple construction which makes maintenance and repairs very simple.
G. The plastic containment shell is reinforced with a carbon fibre composite cover. There is no eddy current loss, so no additional heating of the pumped chemical.
H. Inner magnets are constructed from Samarium Cobalt (SmCo) in order to withstand high operating temperatures without experiencing demagnetization. High strength neodymium (NdFeB) is then used for the drive magnet to provide high torque transmission.
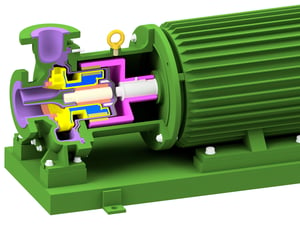
I. Simple and quick maintenance access without the need to remove the pump casing from the piping.
J. Designed to ISO2858, ISO5199, ISO15783, and EN809 standards.

THE CREST PUMPS LIFETIME GUARANTEE
No matter how old your pump becomes, in the unlikely scenario that you have a problem, our engineers will be on hand to diagnose the issue and help you get up and running again.That’s why, with Crest Pumps you’ll never need to worry about unplanned downtime again.
Talk to us now to discuss your chemical pump requirements or book a free site audit to see how much time and money you could save!
Reliability Redefined
Built to outlast and outperform
Discover the significant savings you can achieve and explore the potential financial benefits that await you.

.jpg?width=300&name=AME%20(6).jpg)
.jpg?width=300&name=AME%20(3).jpg)







