View Our Range






AMA Range
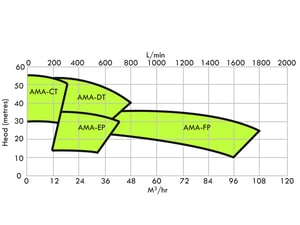
ISO2858 Mag Drive Process Pumps
Capacity
108m³/hr

Head
<60 Metres
Patented Run Dry Design
ETFE Lined
Corrosion Resistance
Suitable For Any Corrosive Liquid
REDUCED LIFE CYCLE COST
The patented run dry technology built into the AMA helps protect your pumps from a failure in the process. Most mechanically sealed pumps will fail when run dry, causing dangerous leakages and costly clean up bills as a result. However with the AMA, the pump can run dry for a number of hours alleviating process problems and avoiding damage to the pump. The second patented design feature of the AMA range will increase the mean time between servicing, reducing overall maintenance costs of your process. Should the AMA pump be subjected to adverse operating conditions, vibration would normally reduce the life of the internal parts. However, with the dynamic buffer system acting as a shock absorber between the impeller and the casing, the pump is protected as a result, thus minimising wear and prolonging the pumps service life.
HIGH EFFICIENCY DESIGN
The geometry of the impeller and casing are generated through hydraulic design programmes. Whilst taking into account the fluid dynamics, hydraulic loss is minimised and pump efficiency maximised. Lower electricity costs also come from the use of high efficiency IE3 motors.
PATENTED RUN DRY DESIGN

Unfortunately, errors can occur in a process that cause a pump to run dry. For a mechanically sealed pump this can cause an almost immediate failure to the seal. Some mag drive pumps are now available with special material bearings to prevent the onset of damage from running dry, but Crest Assoma Mag Drive pumps go another step further with the patented circulation path for additional cooling.
Under normal operating conditions, the pumped liquid acts as lubrication between the rotating and stationary parts, and the heat generated by the rotational action is gently taken away by the circulating liquid. But when a pump is starved of liquid, these moving parts generate heat from friction and as the heat builds up, damage will occur.
However, with the Crest Assoma Mag Drive range, a patented auxiliary circulation channel runs between the bearing and the magnet capsule. The pressure difference has a convection effect for cooling both the interior and exterior of the bearing thereby preventing the high temperature build up caused from dry running. The key point of this feature though, is that whilst the design allows for increased cooling, there is no reduction in pump efficiency.

THE CREST PUMPS LIFETIME GUARANTEE
No matter how old your pump becomes, in the unlikely scenario that you have a problem, our engineers will be on hand to diagnose the issue and help you get up and running again.That’s why, with Crest Pumps you’ll never need to worry about unplanned downtime again.
Talk to us now to discuss your chemical pump requirements or book a free site audit to see how much time and money you could save!
The True Cost of Your Pump
Upfront prices are just the beginning — energy and maintenance make up most of a pump’s lifetime cost. Our Lifecycle Cost Calculator (LCC) breaks it down, helping you compare different pump types and manufacturers to find the best solution for your needs.
.jpg?width=300&name=AMA%20(4).jpg)

.jpg?width=300&name=AMA%20(5).jpg)